Zinc Coating
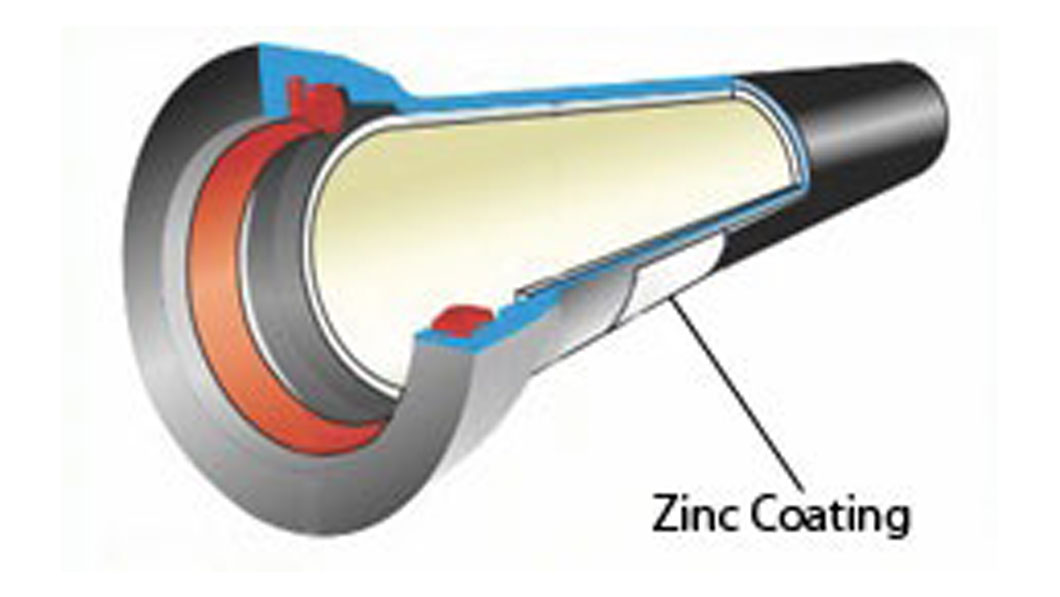
Coating of metallic Zinc at the rate of 130 g/m is provided and varies depending on how corrosive the external environment is. This coating is provided on the bare metal surface which already has an inner layer of iron oxide developed during the casting process which delays the process of corrosion. Zinc coating is done immediately after heat treatment on the hot pipe. Therefore, sand / shot blasting is not required and oxide coating is never removed.
Cement Mortar Lining

CML (Cement Mortar Lining) in a Ductile Iron Pipe has a service record unequalled in the Water Works Industry. Since the first field-applied Grey Iron Pipe in 1922, CML has undergone numerous manufacturing improvements. Today, CML is applied either by the centrifugal process or the projection method, thus maintaining excellent quality control of the CML operation. The linings produced by these methods are dense, smooth and offer very little frictional resistance to the flow of water.
Cement mortar lined Ductile Iron Pipe provides a Hazen Williams Flow Co-efficient or 'C' Value of 140 - a realistic value that is maintained in the pipe.
Bituminous Coating
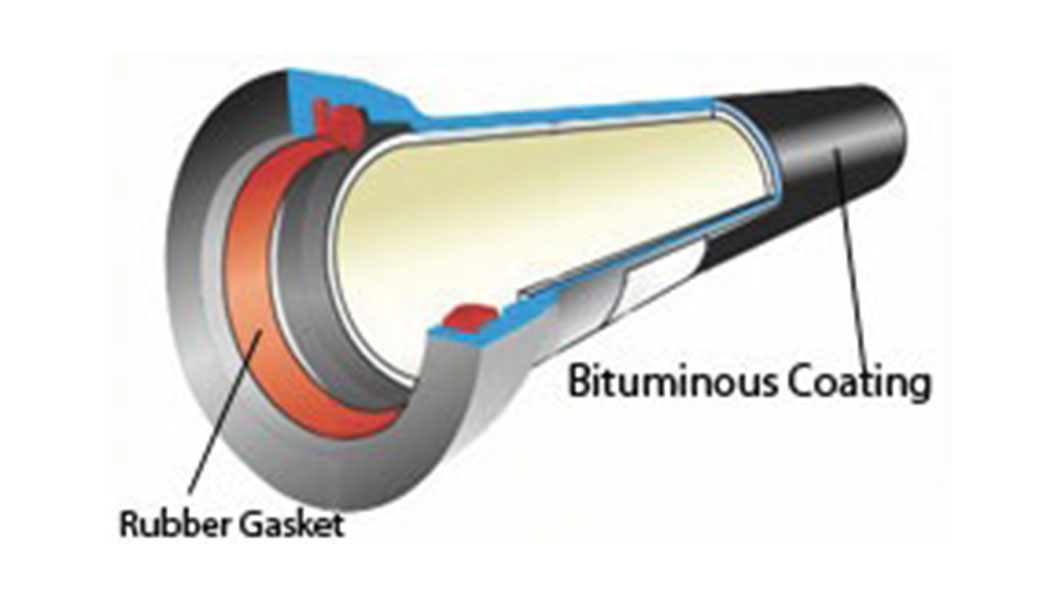
A finishing layer of Bituminous paint is applied to protect the pipe which further increases the life of the Ductile Iron Pipe.
Rubber Gasket

The most popular, quickest and easiest way to assemble Ductile Iron Pipe in underground applications is the use of Push-on-joint. This joint consists of a single rubber gasket made of Ethylene Propylene Diene Monomer (EPDM) or Styrene Butadiene replaced in a groove inside the socket at the bell end of the pipe. After lubricating the joint the beveled end of the pipe is pushed to pass the gasket, compressing it and forming a pressure-tight and dependable seal. Assembly of the Push-on-joint is simple, fast and needs no skilled labour.